

ABONNIEREN SIE DEN NEWSLETTER
Erhalten Sie Updates zu unseren neuesten Produkten, Anwendungsberichten und White Papers - direkt in Ihren E-Mail-Posteingang!
Starting situation
Sheet metal parts for the automotive industry are subject to various optimization processes in relation to subsequent production and assembly steps, especially in the case of a new series. Furthermore, changes due to design adaptations or for material savings in the production process can be useful. In order to implement the desired change on a series sheet metal part, the tools used for production, which weigh several tons, must be adapted accordingly.
Procedure
In this application, the optimization of the trim contour of a sheet metal part required the tool to be adapted in several areas in the OP 30. On the one hand, the new contour caused the sheet to collide with the blank holder. On the other hand, two hardened cut-off knives had to be adapted to the new shape. The cut-off knives cut the sheet metal waste after trimming, so that it can be removed from the die without any problems. To prevent the new sheet from colliding with the blank holder, it had to be cleared over the entire sheet length of approx. 1000 mm, 30 mm wide and 35 mm deep. Due to the length of the area, the machining was divided into several sub-areas, which is no problem due to the use of a laser measuring device for referencing. The “piece-by-piece machining” was then done with use of a Picum system. By eliminating the need to transport the blank holder back and forth to a large processing machine, a significant time advantage was achieved. The picture shows a part of the milled area.
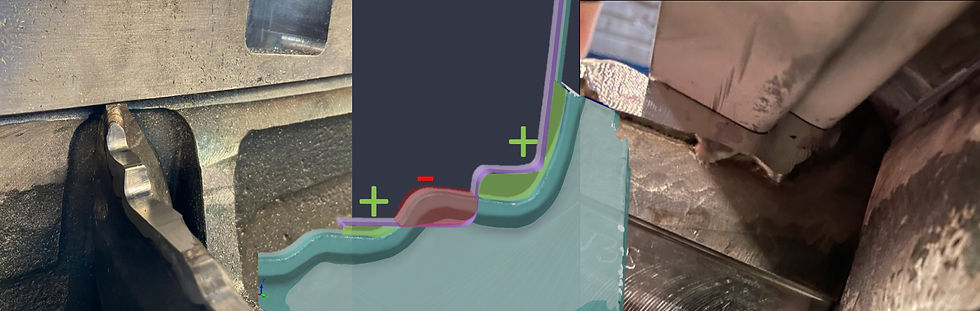
By scanning the surface of the part placed in the OP30 with our laser scanner, we were able to plan the basic data for the modification design and subsequent machining. The modified trim contour of the sheet metal required that the cut-off knives had to be both milled and built up in sub-areas, i.e., that material had to be welded on in addition to milling (see picture). For the material buildup, we used a Picum mobile robot-assisted welding system to build up material directly on the base material with hard material at the appropriate points. This ensures a uniform seam buildup and high wear resistance heavily stressed knives. Subsequently the areas to be removed and the welded-on material were milled to the required target geometry using our mobile milling system. After a final quality control of the machining areas, the tool could be handed over to the customer directly on site and released for production. The picture below shows the 3-D-scan of the tool before machining. The scanned sheet is shown in purple in the nominal position. The red area was removed, the green areas hard built up and finally milled to final contour. Images of the result with and without the sheet are shown at the top of this application report.
Advantages
The strategy used for the parting knives in this case, generating the data basis using a scanned sheet contour, led to a very good result with low lead time and is a very good approach for non-shaping elements. This makes it possible to work directly on site, independently of CAD data, and to react flexibly to changes. This is particularly advantageous when a sheet metal part is in an ongoing optimization process. What is also exciting about this example is the combination of building a completely new geometry with additive manufacturing and post-processing with milling using a mobile system directly on site!